



为了给您提供更的热镀锌方矩管热镀锌钢管厂家好产品放心购产品信息,解锁热镀锌方矩管热镀锌钢管厂家好产品放心购产品新体验,视频带你玩转每个细节!
以下是:热镀锌方矩管热镀锌钢管厂家好产品放心购的图文介绍


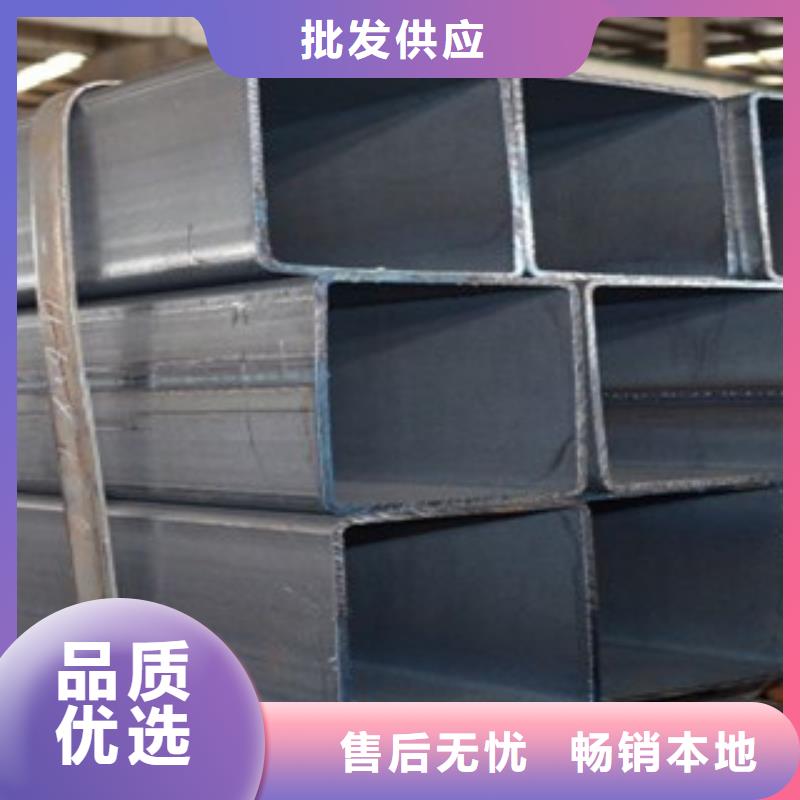
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。



鸿顺管道科技有限公司遵循诚信经营, 甘肃金昌热镀锌钢管、环氧树脂粉末涂塑复合钢管货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 甘肃金昌热镀锌钢管、环氧树脂粉末涂塑复合钢管产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。 公司经营以诚信为原则,管理上坚持以人为本,服务上以客为尊、规范经营。公司全体人员勇于开拓、团结奋进、继往开来、孜孜拼搏 ,抓住社会经济展的大好形势,积主动与同行加强交流,广交社会各界朋友 ,与时俱进,迈向新的历程!


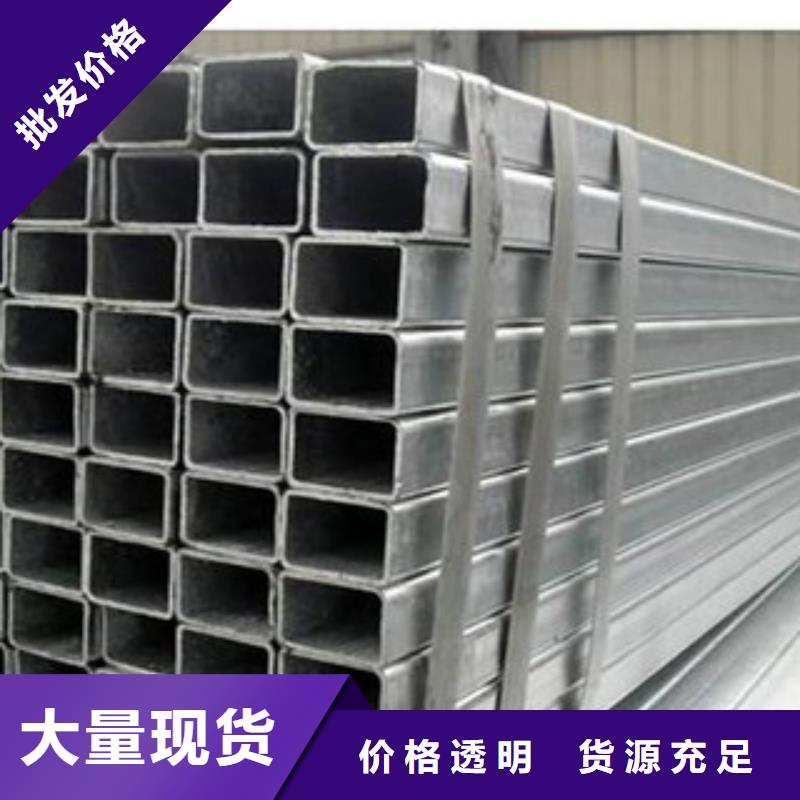
磷化是一种化学与电化学反应形成磷酸盐转化膜的过程,所形成的磷酸盐转化膜简称为磷化膜。它可以发挥很大的作用,可提高方矩管的防锈能力。我们在对方矩管进行磷化处理时, 使溢流水洗,以保证方矩管充分清洗干净,减少串槽现象。溢流时应该从底部进水,对角线上部开溢流孔溢流。对于任何一种磷化液都会或多或少产生沉渣,应在工艺予设计时注明设有磷化除渣装置。特别是对方矩管进行喷淋磷化时,除渣装置必不可少,典型的除渣装置有:斜板沉淀器、高位沉淀塔、离心除渣器、纸布袋滤渣等都可供选择。各个工序间的间隔时间如果太长,会造成方矩管在运行过程中二次生锈。特别是有酸洗工艺时,酸洗后管材极易在空气中氧化生锈泛绿, 设有工序间水膜保护,可减少生锈。而间隔时间短,不能完全有效的沥干水分,产生串槽现象,甚至槽液遭到破坏。所以,在考虑方矩管的工序间隔时,应根据情况选择一个恰当的间隔。



youfax

对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。